


Vindturbin 3MW-10MW Planet Carrier smiing





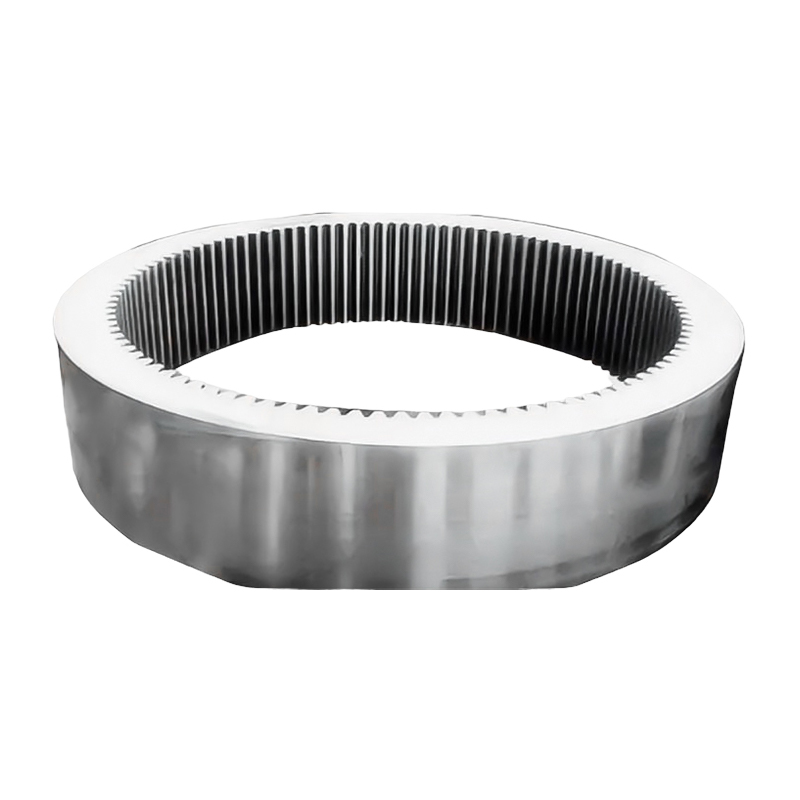
Brukes i vindturbingirkasser for kraftoverføring. Legert stål av høy kvalitet er valgt for produksjon, og ytelsen forbedres gjennom smiing og varmebehandlingsprosesser. Installasjonsveiledning og feildiagnosetjenester tilbys. Deres fordeler ligger i sterk utmattelsesmotstand, som sikrer stabil drift av girkasser og forbedrer vindenergikonverteringseffektiviteten.
ACE Group er en omfattende bedriftsgruppe som spesialiserer seg på tung industriproduksjon, og fungerer som Kina Vindturbingirkassesmiing Produsenter og Vindturbingirkassesmiing Fabrikk. Virksomheten omfatter smiing, varmebehandling, presisjonsmekanisk bearbeiding, sveisestrukturer og produksjon av maling for tunge driv- og løpekjeder. Denne integrerte strukturen dekker nøkkelproduksjonsprosesser i maskinindustrien, og kombinerer teknologisk kraft med storskala produksjonskapasiteter.
Detaljer om nøkkeldatterselskaper:
Jiangsu ACE Energy Technology Co., Ltd.: Gruppens hovedproduksjonsbase, som offisielt startet driften i november 2025. Den dekker et areal på 55 dekar med en total byggeareal på over 50 018 kvadratmeter. Fabrikken er utstyrt med elektrohydrauliske hamre på 3, 5 og 15 tonn; vertikale ringvalsemaskiner på 1 og 1,5 meter; energieffektive gassvarmeanlegg; motstandsovn for varmebehandling; herdebassenger; induksjonsherdeanlegg; bearbeidingssentre og annet produksjonsutstyr.
Yancheng ACE Machinery Co., Ltd.: Grunnlagt i 2019, dekker et areal på 20 dekar med byggeareal på 13 333 kvadratmeter. Har en integrert produksjonslinje for sveiste-rettede stålkonstruksjoner og et verksted for presisjonsmekanisk bearbeiding.
Yancheng ACE Surface Treatment Technology Co., Ltd.: Driver en stor pulverlakkeringslinje for tunge driv- og løpekjeder. Med fokus på profesjonell overflatebehandlingsteknologi, når enkeltlaget belegg en tykkelse på 400 mikrometer, og gir pålitelig beskyttelse mot korrosjon og vær, samt løsninger for utseendeoptimalisering, som forbedrer gruppens fulle livssyklus for produktjenester.
ACE Group støttes av et lederteam bestående av unge nøkkelansatte med erfaring innen materialvitenskap, varmebehandling, mekanisk bearbeiding og overflatebehandling. De er godt kjent med internasjonale og nasjonale standarder, er innovative og streber etter nyskapning. Datterselskapet ACE Machinery har fått ISO 9001 kvalitetsstyringssystem sertifisering fra TÜV Rheinland, samt ISO 14001, 45001 og 50001 system sertifiseringer. Anerkjent som et Spesialisert, Presist, Unikt og Innovativt Foretak, et Nasjonalt Høyteknologisk Foretak, og har kredittvurdering på bedriftsnivå 3A.
Basert på integrerte MES- og ERP-styringssystemer, integrasjon av informatisering og industrialisering, skylagring av data og et mål om å bygge et moderne energieffektivt foretak, opprettholder gruppen et omfattende kontrollsystem. Har måle- og kontrollinstrumenter, utstyr for ikke-destruktiv testing og kvalifisert personell, og implementerer streng kontroll fra intern materialkvalitet til utseende og dimensjoner. Alt utskipet produkt gjennomgår 100% inspeksjon, i tråd med forretningsfilosofien om å strebe etter 100% kvalitetsutskipning og null klager fra kunder. Et CNAS-standard laboratorium vil etableres for å gi vitenskapelig teststøtte i kvalitetskontroll under produksjon og teknologisk FoU, og dermed forbedre produktkvalitet og teknologisk innovasjon.
I fremtiden vil ACE Group fortsette å utnytte de tekniske fordelene og industrielle synergiene til sine datterselskaper. Gjennom standardisert produksjon, spesialiserte teknologier, integrerte tjenester og et strengt kvalitetskontrollsystem, streber gruppen etter å tilby effektive og pålitelige løsninger innen industriproduksjon for globale kunder, og beveger seg selvsikkert mot å bli en ledende omfattende leverandør av produksjonstjenester i bransjen.







Wind turbine gearbox forgings are precision-engineered metal components produced through controlled deformation of high-grade alloy steel, designed specifically to transmit and amplify rotational forces within a wind turbine's drivetrain. In simple terms, they are the structural backbone of the gearbox — converting th...
Se merFor marine fremdriftsaksler, smidde aksler er det overlegne valget i praktisk talt alle krevende bruksområder . Smiing gir en kontinuerlig, justert kornstruktur som vanligvis gir strekkstyrker 20 til 40 % høyere enn tilsvarende støpte aksler av samme legering, sammen m...
Se merDen utformede levetiden til vindturbin girkasse smiing er typisk 20 år , som samsvarer med standard driftslevetid for en moderne vindturbin. Under optimalt materialvalg, produksjonskvalitet, smørestyring og vedlikeholdspraksis, kan høyytelses smidde komponenter – inkludert ringgir, ...
Se mer









Vindturbingirkasser er blant de mest stressende miljøene i sektoren for fornybar energi. Smidde komponenter foretrekkes fremfor støpte deler fordi de tilbyr overlegen tretthetsmotstand, slagfasthet og en jevn kornstruktur som tåler det ekstreme dreiemomentet og den sykliske belastningen som finnes i moderne 1MW–15MW turbiner.
De fleste roterende deler og tunge lastbærende elementer i en vindturbingirkasse er smidd:
Gear Blanks: Store skiver som brukes til planetgir, solgir og ringgir. Disse krever høy overflatehardhet og kjerneseighet.
Hovedaksler og inngangs-/utgangsaksler: Disse overfører det massive dreiemomentet fra rotoren til girkassens høyhastighetstrinn.
Sømløse valsede ringer: Brukes til de ytre tannhjulene og lagerringene.
Koplinger og flenser: Kraftige koblinger som kobler sammen drivverkets komponenter.
For å overleve 20 år i offshore eller fjerntliggende miljøer, må materialene være legert stål med høy renhet.
| Materialkvalitet | Nøkkelegenskaper | Typisk applikasjon |
| 18CrNiMo7-6 | Høy herdbarhet, utmerket utmattelsesstyrke. | Høyhastighetsgir og planetgir. |
| 42CrMo4 / 4140 | Høy seighet og moderat slitestyrke. | Hovedaksler og girkasseinngangsaksler. |
| 34CrNiMo6 | Eksepsjonell dybde av herding og slagstyrke. | Skaft med stor diameter og kraftige ringer. |
| 43B17 | Høy kjernestyrke og slitestyrke. | Giremner og høymomentkoblinger. |
Produksjonen av en vindturbingirkassesmiing følger en streng sekvens:
Ingot Smelting: Bruker EF (elektrisk lysbueovn) LF (raffinering) VD (vakuumavgassing) for å sikre ultrarent stål med lavt svovel- og fosforinnhold.
Smiutførelse:
Åpen smiing for store skaft.
Lukket formsmiing for høypresisjonsgir og koblinger.
Ringrulling for høyfaste sirkulære komponenter.
Varmebehandling: Kritiske trinn som normalisering, quenching og temperering for å foredle kornstrukturen. Tannhjul gjennomgår ofte karburering (Case Hardening) for å oppnå en hard overflate samtidig som de opprettholder en duktil kjerne.
Presisjonsbearbeiding: CNC grovdreiing og sluttsliping for å møte toleranser så stramme som $\pm 0,001$ tomme.
Vindgirkasser er beryktet for å være det "svake punktet" i en turbins levetid, så testingen er streng:
Ultralydtesting (UT): Obligatorisk for å oppdage indre tomrom eller ikke-metalliske inneslutninger i midten av tykt smiing.
Magnetisk partikkelinspeksjon (MT): Brukes etter maskinering for å finne overflatemikrosprekker.
Kornflytverifisering: Sikre at "flytlinjene" til metallet følger delens geometri for å maksimere styrken.
Samsvar: Må oppfylle standarder som ISO 61400-4 (Designkrav for vindturbingirkasser) og AGMA 6006.
Spørsmål: Hvorfor ikke bruke støping for disse girene?
A: Støping inneholder ofte bittesmå porer eller "krympingsdefekter". I en vindturbin kan en enkelt defekt fungere som et spenningsstiger, noe som fører til at en tannhjul knipser av under kraftige vindkast. Smiing er i hovedsak «fri for tomrom».
Spørsmål: Hva er den største trusselen mot disse smidde delene?
A: Mikropitting og hvitetsingssprekker (WEC). Dette er tretthetsproblemer på overflaten forårsaket av en kombinasjon av svingende belastninger og kjemiske interaksjoner med smøremidler.
Spørsmål: Hvor lang tid tar det å produsere en tilpasset girkasseaksel?
A: På grunn av kravene til materialrenhet og varmebehandlingssykluser varierer ledetidene tradisjonelt fra 20 til 52 uker, selv om spesialiserte "fast-track"-produsenter kan redusere dette til ca. 10 uker.
