

Bransjenyheter


Bransjenyheter
Hva er smiing? Forstå det grunnleggende om smiing og smiing
2026-01-16
Når man diskuterer høyytelses metallkomponenter som brukes i tungindustri, energiproduksjon, skipsbygging, gruvedrift og maskineri, dominerer to produksjonsprosesser samtalen: smiing og støping. For bedrifter som er avhengige av holdbare, bærende deler og deler med lang levetid, forstå forskjellen mellom smiing vs. støping direkte innvirkning på produktets pålitelighet, driftssikkerhet, vedlikeholdskostnader og den totale prosjektsuksessen. Denne artikkelen gir en komplett, bransjefokusert sammenligning mellom smiing og støping, med spesiell vekt på smiing , smiings , og spesialiserte kategorier inkludert one-stop smiing , elektrisk kraft energi smiing , smiing av skip og havnemaskiner , gruvedrift og metallurgismiing , smiing av mat- og fôrmaskiner , petrokjemisk industrismiing , sveisefabrikasjon , og ikke-stogard tilpasset smiing .
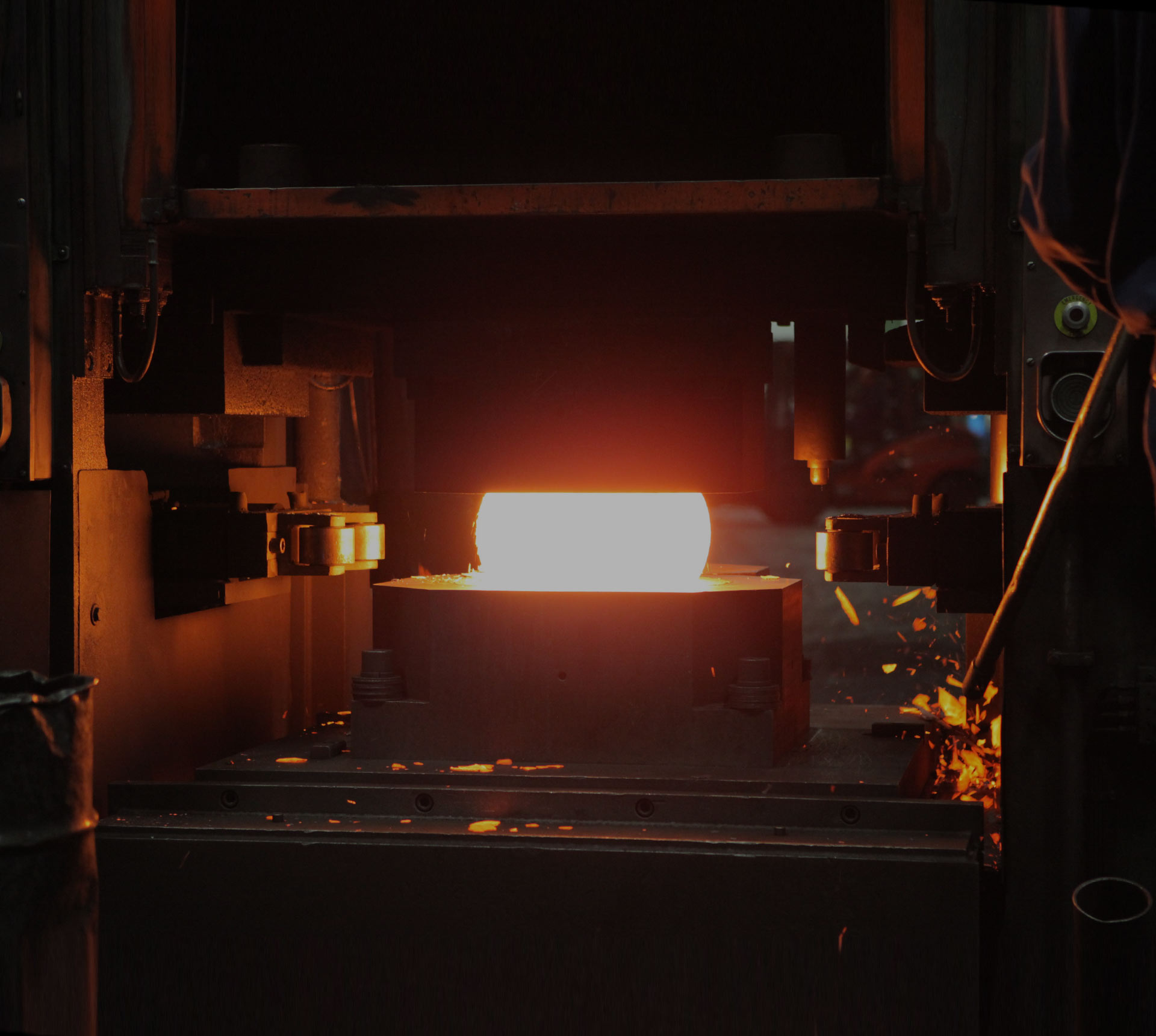
Smiing er en produksjonsprosess der metall varmes opp til plastisk tilstand og formes ved hjelp av trykkkrefter som hamring, pressing eller rulling. I motsetning til andre formingsmetoder, smelter ikke smiing eller heller metall; den komprimerer og omorganiserer den interne kornstrukturen for å lage komponenter kjent som smiings . Resultatet er en metalldel med overlegen tetthet, styrke, utmattelsesmotstand og strukturell integritet. Smiing er allment anerkjent som det førsteklasses valget for kritiske applikasjoner der feil kan føre til nedetid, skade eller katastrofal systemsvikt.
Dagens industrielle landskap krever komponenter som tåler ekstremt trykk, høy temperatur, tung belastning, korrosjon, vibrasjoner og kontinuerlig drift. Det er derfor smiing forblir uerstattelig i sektorer som elektrisk kraft, skipsbygging, gruvedrift, petrokjemi, matforedling og spesialtilpasset tungt maskineri. Produsenter som spesialiserer seg på one-stop smiing løsninger leverer ende-til-ende støtte fra design og materialvalg til produksjon, varmebehandling, maskinering, sveisefabrikasjon og slutttesting.
I kontrast innebærer støping å smelte metall og helle det i et formhulrom hvor det avkjøles og stivner til ønsket form. Selv om støping gir fordeler i kompleksitet og kostnader for visse ikke-kritiske deler, kan den ikke matche de mekaniske egenskapene og påliteligheten til smiing. Hensikten med denne artikkelen er å klargjøre de virkelige forskjellene mellom smiing vs. støping , hjelpe ingeniører og kjøpere med å ta informerte beslutninger, og fremheve den unike verdien av profesjonelle smitjenester på tvers av globale tungindustrier.
Hvordan smiing fungerer: Vitenskapen bak smiing med høy styrke
Materialforberedelse og oppvarming
Smiingsprosessen begynner med nøye utvalgte råvarer, typisk legert stål, karbonstål, rustfritt stål, aluminium, titan eller andre høyytelsesmetaller. Disse materialene er valgt basert på de mekaniske kravene til den endelige komponenten. Materialet kuttes i riktige emner og varmes opp til en presis temperatur for å oppnå optimal plastisitet uten å skade den indre strukturen.
Komprimerende forming og forfining av kornstruktur
Når det er oppvarmet, plasseres metallet i en smipresse eller hammer der ekstremt trykk omformer det. Denne trykkkraften eliminerer indre tomrom, porøsitet og inneslutninger som naturlig finnes i råmetall. Det viktigste er at smiing justerer metallets kornstrøm for å følge konturen til delen. Denne kontinuerlige kornstrukturen er hovedårsaken smiings viser eksepsjonell strekkstyrke, seighet og motstand mot slag og tretthet.
Varmebehandling, maskinering og etterbehandling
Etter forming gjennomgår smijern varmebehandling inkludert bråkjøling, herding, normalisering eller gløding for ytterligere å forbedre hardhet, styrke og stabilitet. Mange industrielle smidninger krever presisjonsmaskinering, boring, tapping og montering. Selskaper som tilbyr one-stop smiing integrer disse prosessene for å redusere ledetider, forbedre konsistensen og redusere de totale produksjonskostnadene. Sveisefabrikasjon kan også inkluderes for komplekse sammenstillinger som kombinerer flere smidde komponenter.
Testing og kvalitetssikring
Sektorer med høy etterspørsel som f.eks elektrisk kraft energi smiing and smiing av skip og havnemaskiner krever streng kvalitetskontroll. Ultralydtesting, magnetisk partikkelinspeksjon, hardhetstesting, kjemisk analyse og mekanisk testing sikrer at hver smiing oppfyller internasjonale standarder. Dette nivået av pålitelighet er ikke alltid praktisk eller kostnadseffektivt i støpeproduksjon.
Hva er casting? En rask oversikt over støpeprosessen
Støping er en av de eldste metallformingsprosessene. Det innebærer å smelte metall til væske, helle det i en prefabrikkert form, la det avkjøles og stivne, og deretter fjerne formen for å avsløre den ferdige delen. Støping utmerker seg ved å produsere komplekse, hule eller intrikat formede komponenter som ville være vanskelige eller dyre å maskinere eller smi. Vanlige støpemetoder inkluderer sandstøping, formstøping, investeringsstøping og permanent formstøping.
Støping er mye brukt i bilindustrien, forbruksvarer, dekorative deler og ikke-bærende strukturelle komponenter. Men fordi metallet størkner fritt fra væske til fast stoff, har det en tendens til å utvikle indre porøsitet, krympende hulrom og tilfeldig kornstruktur. Disse egenskapene reduserer total styrke, utmattelseslevetid og pålitelighet under store påkjenninger eller ekstreme forhold.
For applikasjoner hvor sikkerhet og holdbarhet er kritisk, erstattes støping ofte med smiing eller oppgradert til smidninger med høy integritet. Å forstå hvor hver prosess passer er avgjørende for kostnadskontroll og ytelsessikring.
Smiing vs. Casting: Direct Comparison of Mechanical Properties
Den viktigste forskjellen mellom smiing vs. støping ligger i mekanisk ytelse. Nedenfor er en detaljert sammenligning basert på industrielle materialtestdata:
| Eiendom | Smiing | Casting |
|---|---|---|
| Strekkstyrke | 20–30 % høyere | Lavere, inkonsekvent |
| Tretthetsmotstand | Utmerket | Dårlig til moderat |
| Slagfasthet | Superior | Begrenset |
| Interne defekter | Nesten eliminert | Vanlig porøsitet |
| Strukturenhet | Svært ensartet | Variabel |
Data fra flere industrielle materiallaboratorier bekrefter det smiings overgå konsekvent støpte deler under virkelige driftsforhold. Komponenter under dynamisk belastning, syklisk stress eller høye støt må smides for å sikre langsiktig pålitelighet.
Hvorfor smiing dominerer tungindustri: Anvendelser av smiing
Elektrisk kraft Energismiing
Elektrisk kraft energismiing er blant de mest teknisk krevende produktene i smiindustrien. De inkluderer turbinaksler, generatorrotorer, ventilhus, flenser, trykkdeler og maskinvare for termisk kraft, vannkraft, vindkraft og kjernekraftsystemer. Disse komponentene fungerer under ekstremt trykk, temperatur og rotasjonskraft. Enhver feil kan resultere i strømbrudd, ødeleggelse av utstyr eller sikkerhetsfarer. Av denne grunn, smiing er den eneste akseptable produksjonsmetoden.
Smiing av skip og havnemaskiner
Marine- og havneutstyr må motstå korrosjon, saltvannseksponering, kraftig støt og kontinuerlig vibrasjon. Smiing av skip og havnemaskiner inkluderer rordeler, propellaksler, motorkomponenter, krankroker, braketter, koblingsdeler og strukturelle koblinger. Den marine industrien håndhever strenge klassifikasjonssamfunnsstandarder, og kun høy kvalitet smiings kan bestå sertifisering.
Gruvedrift og metallurgismiing
Gruve- og metallurgimaskineri opererer 24/7 i slitende miljøer med mye støv og tung belastning. Gruvedrift og metallurgismiing inkluderer knusedeler, hammerhoder, giraksler, koblingsstenger, mølleforinger og transportbåndkomponenter. Disse delene opplever ekstrem slitasje og støt. Støpte deler ville mislykkes i løpet av uker, mens de var riktig produsert smiings kan operere i årevis.
Mat- og fôrmaskineri Smiing
Hygiene, holdbarhet og korrosjonsbestandighet er avgjørende i matforedling. Smiding av mat- og fôrmaskiner inkluderer ekstruderskruer, blandeaksler, kutternav, trykkhus og drivkomponenter. Smiing i rustfritt stål sikrer overholdelse av matsikkerhetsstandarder samtidig som den opprettholder mekanisk styrke under kontinuerlig drift.
Petrokjemisk industrismiing
Den petrokjemiske industrien involverer høyt trykk, brennbare materialer og etsende væsker. Petrokjemisk industrismiing inkluderer ventilhus, pumpedeler, trykkbeholdere, flenser og rørledningskomponenter. Lekkasje eller feil kan føre til eksplosjoner, branner eller miljøkatastrofer. Av denne grunn, smiing er obligatorisk i globale petrokjemiske standarder.
Ikke-standard tilpasset smiing
Mange industriprosjekter krever unike komponenter som ikke er standard. Ikke-standard tilpasset smiing tilby skreddersydde løsninger for spesialisert maskineri, reservedeler og innovative tekniske design. Profesjonelle smiprodusenter støtter tilpassede tegninger, materialer og ytelseskrav.
Fordeler med One-Stop Forging Solutions
Moderne industrielle kjøpere foretrekker i økende grad one-stop smiing tjenester fordi de forenkler forsyningskjeder, forbedrer kvalitetskonsistens og reduserer kostnadene. En ekte leverandør av smiing tilbyr:
- Tilpasset prosjektering og designstøtte
- Materialvalg og sertifisering
- Varmsmiing, varmsmiing eller kaldsmiing
- Komplette varmebehandlingsprosesser
- Presisjon CNC maskinering og dreiing
- Sveisefabrikasjon og montering
- Ikke-destruktiv testing og kvalitetskontroll
- Emballasje, logistikk og ettersalgsstøtte
Ved å konsolidere alle prosesser under én produsent, unngår kundene kommunikasjonshull, leveringsforsinkelser og kvalitetsinkonsekvenser forårsaket av flere underleverandører. For store bestillinger og kritiske prosjekter, one-stop smiing er den mest effektive og pålitelige løsningen.
Når du skal velge smiing vs. støping: Praktisk beslutningsveiledning
Å velge mellom smiing vs. støping avhenger av lastforhold, sikkerhetskrav, miljø, levetid, budsjett og produksjonsvolum. Bruk følgende veiledning for beslutningstaking i den virkelige verden:
Velg smiing når:
- Delen tåler høy belastning, sjokk eller syklisk påkjenning
- Sikkerhet og pålitelighet er toppprioriteter
- Komponenten fungerer i ekstreme temperaturer eller trykk
- Lang levetid og lite vedlikehold er nødvendig
- Industrien etterspør smiing som energi, skipsbygging, gruvedrift
Velg casting når:
- Delen har svært kompleks intern eller ekstern geometri
- Komponenten er ikke-bærende eller belastende
- Produksjonskostnadene må minimeres for deler med lav ytelse
- Kort ledetid for enkle, ikke-kritiske komponenter
Ofte stilte spørsmål om smiing vs. støping
Q1: Er smiing sterkere enn støpte deler?
A: Ja. Smiing har en raffinert, kontinuerlig kornstruktur og nesten ingen indre porøsitet. Tester viser smiing gir 20–30 % høyere strekkfasthet og betydelig bedre tretthet og slagfasthet enn støpegods.
Q2: Hvilke bransjer er mest avhengige av smiing?
A: Store industrier inkluderer elektrisk kraft, skips- og havnemaskineri, gruvedrift og metallurgi, mat- og fôrmaskineri, petrokjemi, romfart, bilindustri og tunge maskiner. Alle stoler på smiing for kritiske komponenter.
Q3: Hva er one-stop smiing?
A: One-stop smiing er en fullserviceløsning som dekker design, materiale, smiing, varmebehandling, maskinering, sveisefabrikasjon , testing og levering. Det forenkler innkjøp og sikrer kvalitetskonsistens.
Q4: Kan du produsere ikke-standard tilpasset smiing?
A: Ja. Profesjonelle smiprodusenter produserer regelmessig ikke-stogard tilpasset smiing basert på kundetegninger, spesifikasjoner og ytelseskrav.
Spørsmål 5: Hvorfor er smiing av elektrisk kraft så viktig?
A: Elektrisk kraft energismiing operere i miljøer med høy temperatur, høyt trykk og høy hastighet. Deres pålitelighet påvirker direkte kraftverksikkerhet, effektivitet og kontinuerlig drift.
Q6: Er sveisefremstilling tilgjengelig med smidde komponenter?
A: Ja. Mange smidde sammenstillinger krever sveisefabrikasjon . One-stop smileverandører inkluderer ofte sveising, maskinering og montering i sine tjenester.
Q7: Hvor lenge varer smiing sammenlignet med støpegods?
A: I tunge industrielle applikasjoner, riktig produsert smiings varer vanligvis 3–10 ganger lenger enn støpte deler, noe som reduserer utskiftings- og nedetidskostnader.
Q8: Kan smiing matche kompleksiteten til støping?
A: Moderne smiteknologi inkludert presisjonsdyser, CNC-maskinering og smiing i nesten nettform tillater svært komplekse former. For kritiske deler oppveier ytelsesfordelen ved smiing langt mindre kompleksitetsavveininger.







Nyheter
Send oss en melding akkurat nå!
-
Mobilterminal
-
Hurtigkoblinger
Produkter Om oss Utstyr og kapasitet Kvalitet Nyheter Kontakt oss -
Produktkategori
Elektrisk kraft Energismiing Smiing av skip og havnemaskiner Gruvedrift og metallurgismiing Smiing av mat- og fôrmaskiner Petrokjemisk industrismiing Sveisefabrikasjon TILPASSET FINISDELER -
Kontakt oss
Mob.: +86-173 7218 0878 Tel.: +86-515-8389 0396 E-mail: ivy.zhai@aceprocess.cn Add.: No.21 Jinfeng Road, Economic Development Park, Dafeng District, Yancheng City, Jiangsu, Kina
Opphavsrett © 2025 Yancheng ACE Machinery Co., Ltd. Alle rettigheter reservert.
Kina åpne dør smiing produsent
leverandør av spesialtilpasset presisjonssmiing
