

Bransjenyheter


Bransjenyheter
Hva er knusersmiing?
2026-04-30
Knusersmiing er høystyrke, slitesterke metallkomponenter produsert gjennom smiprosesser spesielt for bruk i knuse-, grave- og størrelsesreduksjonsmaskineri innen gruvedrift, steinbrudd, metallurgi og tilslagsproduksjon. De inkluderer de strukturelle og slagbærende delene av kjeveknusere, kjegleknusere, slagknusere, hammerknusere og rotorknusere - komponenter som eksentriske aksler, hovedaksler, vippeplater, pitman-armer, knusekjever og lagerhus. Fordi disse delene opererer under kontinuerlig kraftig støtbelastning, ekstreme trykkkrefter og abrasiv slitasje, er smiingsprosessen – som justerer kornstrømmen med delens geometri og eliminerer den indre porøsiteten til støpegods – produksjonsmetoden som gir holdbarheten og påliteligheten disse applikasjonene krever.
Nøkkelkomponenter produsert som knusersmiing
Flere kritiske deler i knuseutstyr produseres rutinemessig som smiing for å oppnå den nødvendige kombinasjonen av styrke, seighet og slitestyrke:
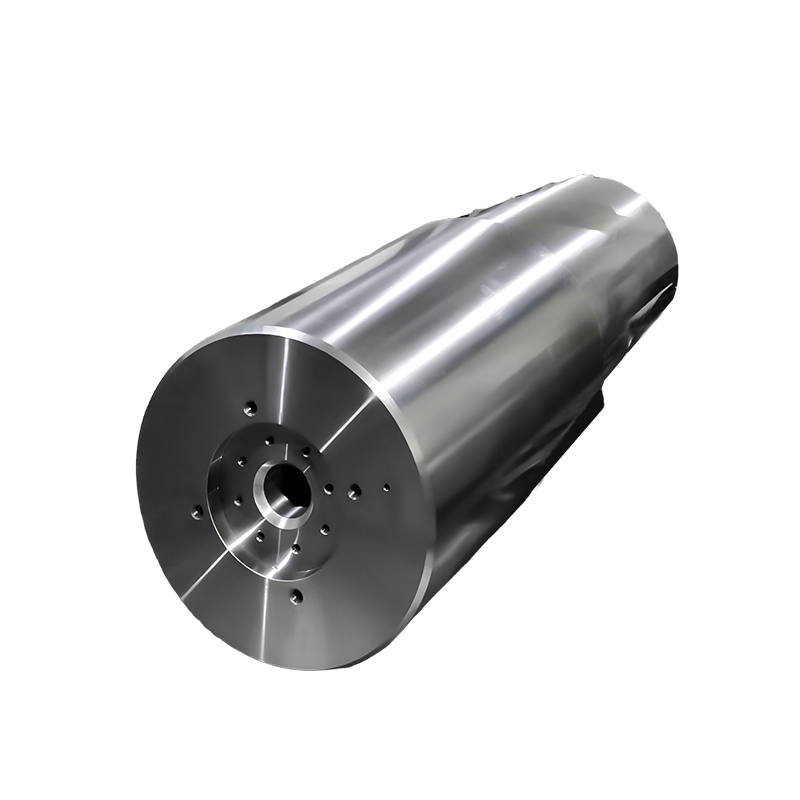
Eksentriske aksler og hovedaksler
Det eksentriske skaftet er hjertet i en kjeve- eller kjegleknuser - den konverterer rotasjonsbevegelse til den frem- og tilbakegående knusehandlingen. Denne komponenten opplever kombinerte bøye-, torsjons- og sjokkbelastninger med hver knusesyklus, gjentatt millioner av ganger i løpet av maskinens levetid. En eksentrisk aksel av smidd legert stål gir tretthetsmotstanden og slagfastheten som en støpt aksel ikke kan levere pålitelig under disse vedvarende sykliske belastningene. Hovedaksler i kjegleknusere bærer hele knusekraften som overføres fra mantelen gjennom akselen til rammen – noe som krever en smiing uten innvendige defekter som kan initiere utmattelsessprekker ved endringene i tverrsnittet med høy spenning.
Pitman-armer og vippeplater
Pitman-armen i en kjeveknuser overfører den eksentriske akselens bevegelse til den bevegelige kjeven. Det er en stor smiing med kompleks geometri som må tåle dynamiske belastninger på flere hundre tonn i store primærknusere. Smidde pitman-armer er betydelig sterkere enn sveisede fabrikasjoner av tilsvarende størrelse fordi smiingen eliminerer varmepåvirkede soner og sikrer kontinuerlig kornstrøm rundt spenningskonsentrasjonspunkter som tapplagerboringer og seksjonsoverganger. Vippeplater fungerer som det oppofrende sikkerhetselementet – designet for å gi etter før rammen – og må smides til nøyaktige mekaniske egenskaper slik at de går i stykker ved riktig belastning i stedet for for tidlig eller for sent.
Lagerhus og rammekomponenter
Lagerhus i primærknusere støtter den eksentriske akselen gjennom kontinuerlig slagbelastning. Smidd hus gir overlegen dimensjonsstabilitet sammenlignet med støpegods - de opprettholder boringsgeometrien under vedvarende belastning mer pålitelig, noe som er avgjørende for å opprettholde korrekt lagertilpasning og forhindre for tidlig lagersvikt fra boringsforvrengning.
Hammer Crusher rotorskiver og blåsestenger
I hammer- og slagknusere produseres rotorskivene som bærer hammertappene og selve hammerkroppene som smidninger der det kreves størst slagmotstand. Smiingsprosessen produserer en raffinert kornstruktur som absorberer slagenergi uten sprø brudd - kritisk i applikasjoner der individuelle hammerslag kan levere energi på flere tusen joule.
Hvorfor smiing overgår støpegods i knuseapplikasjoner
Valget mellom smiing og støping for knusekomponenter er drevet av de spesifikke belastningsforholdene disse delene må overleve. Knusere pålegger lasteprofiler som avslører de grunnleggende svakhetene til støpegods:
| Eiendom | Smiing | Casting |
|---|---|---|
| Intern struktur | Raffinert, justert kornflyt | Tilfeldig dendritisk størkning |
| Porøsitet | Minimal (lukket av smitrykk) | Krympingshull mulig |
| Strekkstyrke | 15–30 % høyere enn støping | Lavere |
| Slagfasthet | Superior | Lavere (porosity creates crack initiation sites) |
| Tretthet liv | Betydelig lengre | Begrenset av interne defekter |
| Dimensjonskonsistens | Høy (kontrollerte dysdimensjoner) | Variabel (størkningskrymping) |
Materialer som brukes i knusersmiing
Knusersmiing er produced from wear-resistant alloy steels specifically selected to provide the correct balance of hardness, toughness, and thermal stability for each application:
- Legert stål med middels karbon (f.eks. 42CrMo4, 4140): arbeidshestmaterialet for knuseskaft, pitman-armer og vippeplater — etter bråkjøling og temperering varmebehandling, strekkstyrker på 900–1100 MPa med Charpy-støtverdier over 60 J er oppnåelige, og gir kombinasjonen av styrke og seighet som trengs for dynamisk belastning
- Høykarbon kromstål: for applikasjoner der overflatehardhet og slitestyrke er de primære kravene, gir høykarbon kromstål varmebehandlet til 55–62 HRC den slitestyrken som trengs på kontaktflatene til lagertappene og kamflatene
- Nikkel-krom-molybden legert stål: for de største og mest belastede komponentene i primærknusere — veldig store eksentriske aksler og hovedaksler der seksjonstykkelse begrenser dybden av varmebehandlingsgjennomtrengning — Ni-Cr-Mo-kvaliteter gir herdbarhet over tykke seksjoner, og sikrer konsistente mekaniske egenskaper gjennom hele tverrsnittet av smiingen
- Slitasjebestandig legert stål med forhøyet Mn-Si innhold: for hammerkropper og slagknuserblåsestenger der både initial hardhet og arbeidsherdeevne under støt er nødvendig
Produksjonsprosess: Fra Billet til ferdig smiing
Produksjonen av knusersmiing følger en kontrollert sekvens som optimerer den indre kornstrukturen og mekaniske egenskaper:
- Stålvalg og ingotpreparering: legeringsstålkvaliteter velges i henhold til komponentspesifikasjonen; for kritiske store smiinger, vakuumbue omsmeltet (VAR) eller elektroslagg omsmeltet (ESR) blokker minimerer ikke-metalliske inneslutninger og segregering som vil initiere utmattelsessprekker
- Billet oppvarming: stålemnet varmes opp til smitemperaturområdet (typisk 1100–1250°C for legert stål) i en ovn med kontrollert atmosfære for å forhindre overdreven avleiring og sikre jevn plastisitet gjennom hele seksjonen
- Varm smiing: emnet er formet under en hydraulisk presse eller hammer med kontrollerte reduksjoner i hvert trinn - hver reduksjon foredler kornstørrelsen og justerer kornstrømmen med delens geometri, og lukker eventuell gjenværende porøsitet fra den originale barren
- Kontrollert kjøling og normalisering: smiingen avkjøles under kontrollerte forhold for å avlaste smiingsspenninger og etablere en jevn mikrostruktur før endelig varmebehandling
- Slukking og temperering varmebehandling: smiingen austenitiseres, bråkjøles (i olje-, vann- eller polymerkjøling avhengig av seksjonsstørrelse og legering), og herdes deretter ved den temperaturen som kreves for å oppnå den spesifiserte hardhets- og seighetsbalansen - dette trinnet er kritisk og utføres under nøyaktig tids-temperaturkontroll
- Ikke-destruktiv testing (NDT): ultralydtesting (UT) verifiserer frihet fra interne defekter; magnetisk partikkelinspeksjon (MPI) bekrefter overflate- og overflatenær integritet; hardhetstesting på tvers av flere punkter bekrefter varmebehandlingens ensartethet
- Grov- og finishbearbeiding: CNC-bearbeiding til endelige dimensjonstoleranser, med overflatefinish oppnådd som spesifisert - lagertapper krever vanligvis Ra 0,8 µm eller bedre
Ytelsesfordeler i Crusher Service
De spesifikke fordelene som knusersmiing leverer i bruk, oversettes direkte til lavere totale eierkostnader for utstyrsoperatøren:
- Utvidede serviceintervaller: smidde aksler og strukturelle komponenter i primærknusere oppnår rutinemessig levetid på 5 til 15 år før utskifting — sammenlignet med 1 til 3 år for tilsvarende støpte komponenter i samme applikasjon
- Redusert uplanlagt nedetid: fraværet av interne defekter i kvalitetssmiing betyr at feil er gradvis og forutsigbar snarere enn plutselig - sprekkforplantning er langsommere i raffinerte mikrostrukturer, noe som gir vedlikeholdsprogrammer tid til å oppdage tretthet før katastrofal feil.
- Ytelsesstabilitet ved høy temperatur: smiing opprettholder sine mekaniske egenskaper ved de høye temperaturene som genereres ved knusing med høy gjennomstrømning og metallurgisk prosessering - legeringssammensetningene og varmebehandlingsparametrene er valgt spesifikt for å beholde hardhet og styrke ved driftstemperaturer som myker materialer av lavere kvalitet
- Konsekvent dimensjonsnøyaktighet: smidde komponenter holder formen under vedvarende belastning mer pålitelig enn støpegods, opprettholder korrekte lageravstander og innretting gjennom hele levetiden – bevarer total maskineffektivitet og reduserer sekundærkomponentslitasje







Nyheter
Send oss en melding akkurat nå!
-
Mobilterminal
-
Hurtigkoblinger
Produkter Om oss Utstyr og kapasitet Kvalitet Nyheter Kontakt oss -
Produktkategori
Elektrisk kraft Energismiing Smiing av skip og havnemaskiner Gruvedrift og metallurgismiing Smiing av mat- og fôrmaskiner Petrokjemisk industrismiing Sveisefabrikasjon TILPASSET FINISDELER -
Kontakt oss
Mob.: +86-173 7218 0878 Tel.: +86-515-8389 0396 E-mail: ivy.zhai@aceprocess.cn Add.: No.21 Jinfeng Road, Economic Development Park, Dafeng District, Yancheng City, Jiangsu, Kina
Opphavsrett © 2025 Yancheng ACE Machinery Co., Ltd. Alle rettigheter reservert.
Kina åpne dør smiing produsent
leverandør av spesialtilpasset presisjonssmiing
