

Bransjenyheter


Bransjenyheter
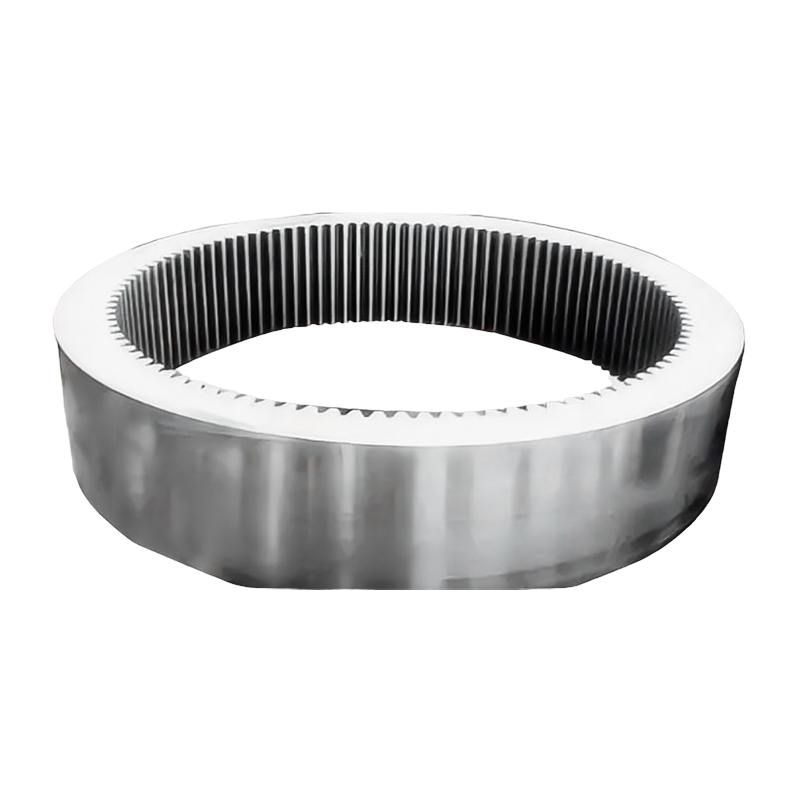
Hva er levetiden til en vindturbingirkassesmiing?
2026-05-08
Den utformede levetiden til vindturbin girkasse smiing er typisk 20 år , som samsvarer med standard driftslevetid for en moderne vindturbin. Under optimalt materialvalg, produksjonskvalitet, smørestyring og vedlikeholdspraksis, kan høyytelses smidde komponenter – inkludert ringgir, planetbærere, aksler og flenser – nå eller overgå dette målet. Den faktiske levetiden varierer imidlertid betydelig avhengig av belastningssykluser, miljøforhold og vedlikeholdsdisiplin, og i noen installasjoner er det dokumentert at smiing overlever 25 år eller mer uten erstatning.
Hvorfor 20 år er industridesignstandarden
Den 20-årige designlevetiden for vindmøllekomponenter er ikke vilkårlig – den er avledet fra det økonomiske og strukturelle rammeverket for vindenergiprosjekter. De fleste vindparkfinansieringsavtaler, kraftkjøpskontrakter og godkjenninger er strukturert rundt en 20-årig prosjektperiode, så turbindesignere konstruerer alle viktige strukturelle og mekaniske komponenter for å holde seg innenfor sikre utmattelsesgrenser i løpet av denne perioden.
For girkassesmiing spesifikt, regulerer IEC 61400-1-standarden vindturbindesignbelastninger, mens gir- og lagerkomponenter er dimensjonert i henhold til ISO 6336 (girtretthet) og ISO 281 (lagerlevetid). Disse standardene definerer lastspektra, sikkerhetsfaktorer og tretthetsberegninger som til sammen retter seg mot en minimum 20 års designlevetid ved et pålitelighetsnivå på 97,5 % for kritisk drivverksmiing.
Med økende interesse for livsforlengelsesprosjekter – der operatører søker å kjøre turbiner utover sin opprinnelige designlevetid for å maksimere avkastningen på investeringen – blir mange smidde komponenter nå konstruert for å 25- eller 30-års tretthetsliv i nyere turbindesign, forutsatt at vedlikeholdsprotokoller følges strengt.
Nøkkelfaktorer som bestemmer levetiden til girkassesmiing
Levetiden er ikke bare en funksjon av design – det er det kumulative resultatet av materialkvalitet, produksjonspresisjon, driftsbelastning og vedlikeholdskvalitet. Følgende faktorer har størst målbar påvirkning:
Materialkvalitet og renslighet
Vindturbingirkasser produseres oftest av høylegert stål 18CrNiMo7-6, 20MnCr5 eller 42CrMo4 , valgt for sin kombinasjon av kjerneseighet og overflateherdbarhet. Stålrenslighet - spesielt innholdet av ikke-metalliske inneslutninger som sulfider og oksider - er kritisk: inklusjonsinnhold over aksepterte terskler fungerer som initieringssteder for utmattelsessprekker. Vakuumavgassede, øseraffinerte stål med oksygeninnhold under 15 ppm demonstrere betydelig lengre utmattelseslevetid i roterende bøyeprøver sammenlignet med konvensjonelt smeltet stål.
Smiingsprosess og kornstruktur
Smiingsprosessen foredler den støpte kornstrukturen til stålblokker til en tett, retningsbestemt kornstrøm som følger geometrien til den ferdige komponenten. Denne kornflytjusteringen øker motstanden mot utmattelsessprekker forplantning ved 20–40 % sammenlignet med maskinert stanglager av samme materialkvalitet, i henhold til sammenlignende data fra utmattelsestesting. Smiing med lukket form med kontrollerte reduksjonsforhold sikrer konsistent kornforfining gjennom hele tverrsnittet, inkludert i tykkveggede seksjoner som planetbærerbaner.
Varmebehandlingskvalitet
Saksherdingsprosesser - vanligvis karburering etterfulgt av bråkjøling og temperering – lag et hardt, slitesterkt overflatelag (typisk 0,8–2,0 mm effektiv kassedybde) over en tøff kjerne. De gjenværende kompresjonsspenningene introdusert ved kasse-kjerne-grensesnittet er en primær mekanisme som forsinker utmattelsessprekker ved tannroten og flankekontaktsonen. Avvik i karboniserende atmosfære, temperaturensartethet eller bråkjølingshastighet resulterer i ujevn kappedybde eller bibeholdte austenittnivåer over 25 % , som begge reduserer utmattelseslevetiden målbart.
Faktisk vs. designbelastningsspektrum
Girkassesmiing er dimensjonert for et beregnet lastspektrum basert på turbinens stedsvindklasse. Når en turbin installeres på et sted med høyere gjennomsnittlig vindhastighet enn designet eller hyppigere turbulente vindkast, akkumuleres kumulative utmattelsesskader raskere enn designmodellen forutsier. Feltstudier har vist at girkasser installert på land med høy turbulens kan forbruke sin teoretiske utmattelseslevetid i 12–15 år i stedet for 20, selv når smidingene i seg selv er fri for fabrikasjonsfeil.
Smøring og forurensningskontroll
Smøremiddelfilmtykkelsen ved tannhjulets kontaktsone er den primære faktoren som forhindrer overflatetretthet (mikropitting og makropitting). Når lambdaforholdet - forholdet mellom oljefilmtykkelse og komposittoverflateruhet - faller under 1.0 , metall-til-metall-kontakt oppstår og overflatetretthet starter raskt. Vanninntrengning over 0,1 volumprosent i girkasseolje akselererer tretthet av lager og giroverflater dramatisk ved å fremme hydrogensprøhet og redusere smøremiddelfilmstyrken. Antall kontamineringspartikler over ISO 4406 renhetsklasse 16/14/11 har blitt direkte korrelert med forkortet lagerlevetid i overvåkingsprogrammer for vindgir.
Sammenligning av levetid etter smikomponenttype
| Smidd komponent | Typisk designliv | Vanlig feilmodus | Livsbegrensende faktor |
|---|---|---|---|
| Ringgir (annulus) | 20–25 år | Utmattelse av tannrotbøyning | Ensartethet i kassedybde, lastspektrum |
| Planetbærer | 20 år | Strukturell tretthet ved nettkryss | Stresskonsentrasjon, smiing av kornflyt |
| Lavhastighetsaksel (LSS) | 20–25 år | Torsjonstrøtthet, gnaging ved kilespor | Overflatefinish, passformtoleranser |
| Høyhastighetsaksel (HSS) | 20 år | Overflategroper ved lagerseter | Smørekvalitet, justering |
| Girflenser og koblinger | 20–30 år | Utmattelsessprekker ved boltehull | Boltforspenning, korrosjonsbeskyttelse |
Hvordan tretthetsmotstand er innebygd i smiing
Tretthetsmotstand – evnen til å tåle millioner av gjentatte belastningssykluser uten sprekkinitiering – er den viktigste egenskapen til en girkassesmiing. Flere produksjonstrinn fungerer i kombinasjon for å maksimere det:
- Skuddringing av tannhjulsflanker og røtter introduserer gjenværende trykkspenninger på opptil 600–800 MPa ved overflaten, direkte mot strekkspenningene som genereres under tannbelastning som ellers ville drive sprekkforplantning.
- Kontrollerte reduksjonsforhold for smiing på minst 4:1 er spesifisert for å sikre fullstendig nedbrytning av den originale dendrittiske strukturen av barren og jevn kornstørrelse gjennom smietverrsnittet.
- Ultralydtesting (UT) og magnetisk partikkelinspeksjon (MPI) brukes på 100 % av girkassesmiingene beregnet for vindenergiapplikasjoner, og oppdager interne og overflatediskontinuiteter som ikke kan identifiseres visuelt.
- Tempering etter bråkjøling reduserer sprøhet introdusert av martensittisk transformasjon, samtidig som hardheten beholder over 58–62 HRC ved kassen for tannhjulskomponenter.
- Trange dimensjonstoleranser (gir nøyaktighetsgrad AGMA 11 eller ISO 5 ekvivalent) minimerer dynamisk lastforsterkning forårsaket av tannavstand og profilfeil, og reduserer tretthetsbelastningen direkte i forhold til det nominelle overførte dreiemomentet.
Vedlikeholdspraksis som forlenger levetiden for smiing
Selv smid av høyeste kvalitet vil svikte for tidlig hvis vedlikeholdet forsømmes. Følgende praksis har dokumentert positiv innvirkning på girkassesmiingens levetid:
Oljeprøvetaking og analyse
Regelmessig oljeprøvetaking - vanligvis hver 3–6 måneder — oppdager tidlig slitasjerester fra gir- og lageroverflater før makroskopisk skade oppstår. Ferrografisk analyse av oljeprøver kan identifisere mikropitting i tannhjul så mye som 6–12 måneder før det går videre til synlig avskalling, noe som tillater et planlagt vedlikeholdsinngrep i stedet for en nødutskifting.
Vibrasjonsovervåking
Kontinuerlig vibrasjonsovervåking via akselerometre montert på girkassehuset fanger opp girnettfrekvensharmoniske og lagerdefekte frekvenser som er karakteristiske for spesifikke feilmoduser i smiing. Tilstandsovervåkingssystemer med automatiserte alarmterskler lar operatører oppdage unormale vibrasjonssignaturer uker til måneder før katastrofal fiasko , reduserer uplanlagt nedetid og sekundær skade på tilstøtende komponenter.
Inspeksjon av justering og momentarm
Feiljustering mellom rotorakselen og girkasseinngangen introduserer ujevn belastningsfordeling over girtannflatene, noe som fører til at den ene enden av tannen bærer uforholdsmessig høye belastninger. Flankelastfordelingsfaktorverdier ovenfor K_H_beta = 1,3 (i henhold til ISO 6336) anses som skadelig for langvarig utmattelseslevetid. Årlig inspeksjon og korrigering av drivverkets justering kan målbart redusere frekvensen av tretthetsskadeakkumulering i planetbærer- og ringgirsmiing.
Verifisering av boltsmoment
Strukturelle smidde flenser og bæreenheter er avhengige av korrekt boltforspenning for å opprettholde integriteten til leddene. Løse fester tillater mikrobevegelser ved sammenfallende overflater, og genererer slitasje og tretthetssprekker ved boltehull. Dreiemomentverifisering ved hvert større serviceintervall - vanligvis årlig eller etter 50 000 driftstimer tilsvarende — hindrer progressiv skjøteløsning som ellers er usynlig inntil flenssprekker oppdages.
Livsforlengelse utover 20 år
Ettersom den globale vindflåten eldes, har levetidsforlengelse av eksisterende turbiner blitt et økonomisk viktig alternativ. Turbiner hvis tårn og fundament forblir strukturelt solide, men hvis opprinnelige 20-årige designlevetid nærmer seg, kan vurderes for fortsatt drift, med girkassesmiing som et sentralt evalueringselement.
Livsforlengelsesvurderinger for girkassesmiing involverer vanligvis:
- Utmattelsesforbruksberegning — sammenligne den faktiske lasthistorikken (fra SCADA-data) med det opprinnelige designlastspekteret for å bestemme gjenværende utmattingslevetid ved å bruke Miners regel
- Ikke-destruktiv undersøkelse — boreskopinspeksjon av tannhjulstenner, fargepenetrant- eller magnetiske partikkelinspeksjon av tilgjengelige smioverflater og ultralydtykkelsesmåling av bærebaner
- Oljeanalyse trendgjennomgang — Evaluering av den langsiktige trenden i slitasjemetallkonsentrasjoner og partikkelantall for å identifisere komponenter som nærmer seg slutten av deres overflateutmattingslevetid
- Repowering komponent erstatning — selektivt erstatte slitasjesmiing som HSS og dens lagerseter, samtidig som strukturelt solid hovedsmiing som ringgiret og planetbæreren beholdes
Prosjekter som har fulgt strukturerte levetidsforlengelsesprotokoller har vellykket drevet turbingirkasser med originale smidninger for 5–10 år utover den opprinnelige levetiden , generere inntekter fra infrastruktur som ellers ville blitt tatt ut av drift.
Tegn på at girkassesmiing nærmer seg slutten av levetiden
Ved å gjenkjenne tidlige advarselsskilt kan operatører planlegge utskiftninger proaktivt i stedet for å reagere på plutselige feil. Nøkkelindikatorer inkluderer:
- Stigende konsentrasjoner av jern (Fe) og krom (Cr) i oljeprøver – verdier som øker med mer enn 5 ppm per prøvetakingsintervall tyder på akselererende gir eller akseloverflateslitasje
- Gear mesh frekvens sidebånd i vibrasjonsspektra — amplitudemodulasjonssidebånd rundt girnettovertoner indikerer utvikling av tannprofilskade på smidde girkomponenter
- Synlig tannoverflate tretthet under boreskopinspeksjon – mikropitting som dekker mer enn 10 % av det aktive tannflankeområdet er et kriterium for planlagt utskifting i de fleste vedlikeholdsstandarder for girkasse
- Økende driftstemperatur for girkassen – en vedvarende stigning på mer enn 5 °C over den historiske grunnlinjen ved de samme omgivelsesforholdene tyder på forverrede smøreforhold eller intern friksjon fra slitte komponenter
- Unormal støy under drift — støt av slagtype ved akselens rotasjonsfrekvens eller girnettingsfrekvens indikerer tannflassing eller avskalling på smidde girkomponenter







Nyheter
Send oss en melding akkurat nå!
-
Mobilterminal
-
Hurtigkoblinger
Produkter Om oss Utstyr og kapasitet Kvalitet Nyheter Kontakt oss -
Produktkategori
Elektrisk kraft Energismiing Smiing av skip og havnemaskiner Gruvedrift og metallurgismiing Smiing av mat- og fôrmaskiner Petrokjemisk industrismiing Sveisefabrikasjon TILPASSET FINISDELER -
Kontakt oss
Mob.: +86-173 7218 0878 Tel.: +86-515-8389 0396 E-mail: ivy.zhai@aceprocess.cn Add.: No.21 Jinfeng Road, Economic Development Park, Dafeng District, Yancheng City, Jiangsu, Kina
Opphavsrett © 2025 Yancheng ACE Machinery Co., Ltd. Alle rettigheter reservert.
Kina åpne dør smiing produsent
leverandør av spesialtilpasset presisjonssmiing
